
Roll bending machines are useful for larger radius bends in tubing, flat stock or angle. These machines are sometimes called pyramid benders or three roll benders due to the configuration of the bending dies or rolls. Different bend radii can be achieved by positioning the center roll up or down. Some machines can be used to coil tubing or bar for refrigeration and cooling towers or to make 360 degree rings. These benders are great for handrail applications, race car bumpers, and ornamental iron work.
Looking for videos about roll sheet metal or plate? Click here to roll bending machine videos.
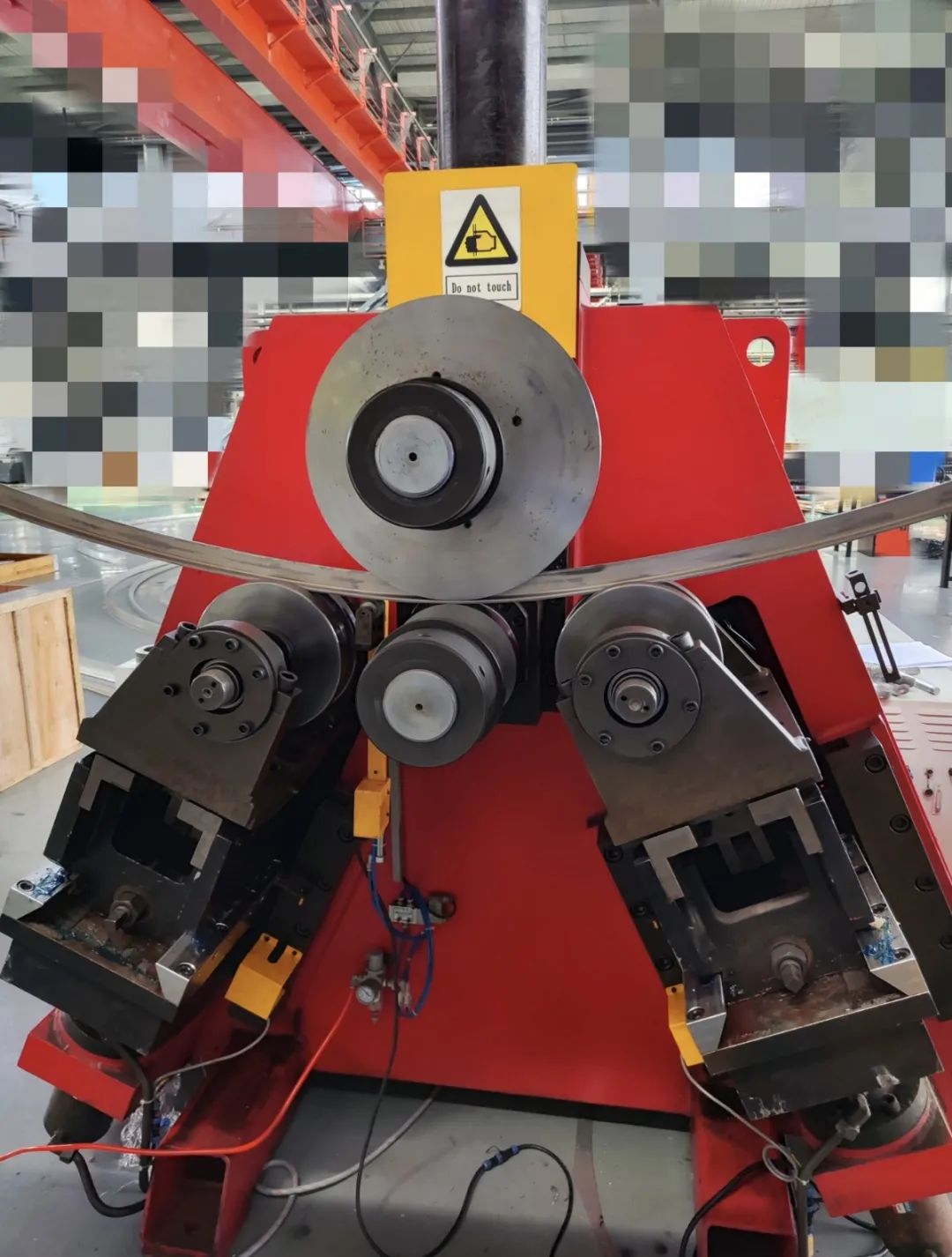
A roll bender is a mechanical jig having three rollers used to bend a metal bar into a circular arc. The rollers freely rotate about three parallel axes, which are arranged with uniform horizontal spacing. Two outer rollers, usually immobile, cradle the bottom of the material while the inner roller, whose position is adjustable, presses on the topside of the material.
Roll bending may be done to both sheet metal and bars of metal. If a bar is used, it is assumed to have a uniform cross-section, but not necessarily rectangular, as long as there are no overhanging contours, i.e. positive draft. Such bars are often formed by extrusion. The material to be shaped is suspended between the rollers. The end rollers support the bottomside of the bar and have a matching contour (inverse shape) to it in order to maintain the cross-sectional shape. Likewise, the middle roller is forced against the topside of the bar and has a matching contour to it.
After the bar is initially inserted into the jig, the middle roller is manually lowered and forced against the bar with a screw arrangement. This causes the bar to undergo both plastic and elastic deformation. The portion of the bar between the rollers will take on the shape of a cubic polynomial, which approximates a circular arc. The rollers are then rotated moving the bar along with them. For each new position, the portion of the bar between the rollers takes on the shape of a cubic modified by the end conditions imposed by the adjacent sections of the bar. When either end of the bar is reached, the force applied to the center roller is incrementally increased, the roller rotation is reversed and as the rolling process proceeds, the bar shape becomes a better approximation to a circular arc, gradually, for the number of passes required to bring the arc of the bar to the desired radius.
The plastic deformation of the bar is retained throughout the process. However, the elastic deformation is reversed as a section of bar leaves the area between the rollers. This spring-back needs to be compensated in adjusting the middle roller to achieve a desired radius. The amount of spring back depends upon the elastic compliance (inverse of stiffness) of the material relative to its ductility. Aluminum alloys, for example, tend to have high ductility relative to their elastic compliance, whereas steel tends to be the other way around. Therefore aluminum bars are more amenable to bending into an arc than are steel bars.
That is about the roll bending machine, you can watch more videos about roll bending machine on YouTube, or find our related products on this website, or contact us to buy our roll bending machines.

广东高谱-拉弯机-1.png)



Leave A Comment